





Prevent Food Contamination with Sapphire X-Ray Inspections
Table of Contents
In today’s fast-paced food and drink industry, ensuring product safety is more important than ever. Contaminants can find their way into food at various stages of production, posing significant risks to both consumers and manufacturers. One of the most effective solutions to prevent food contamination is through Sapphire X-Ray Inspections. This advanced technology not only enhances food safety but also helps manufacturers save costs and maintain their brand reputation.[food xray]
What is Food X-Ray Technology?
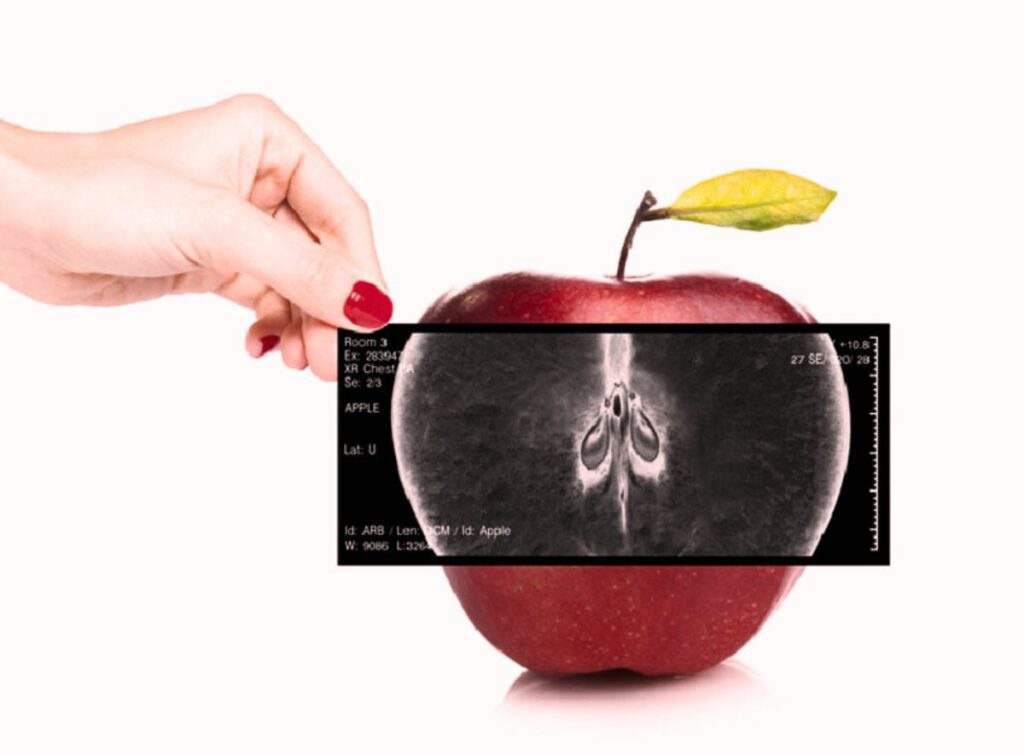
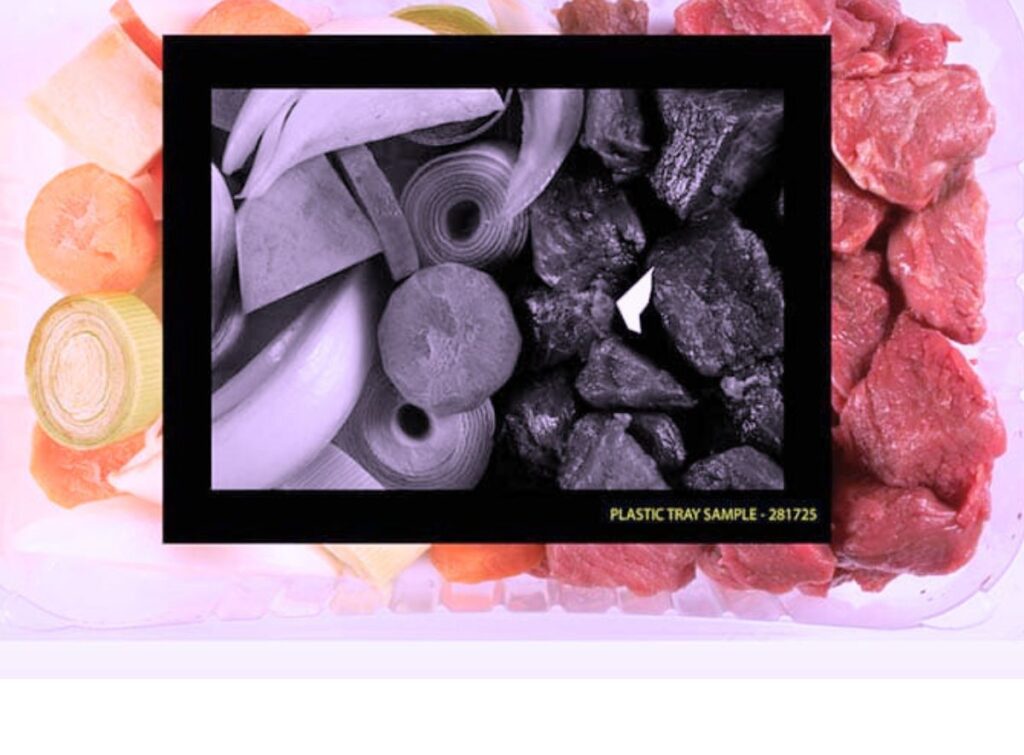
Food X-ray technology involves using X-ray machines to inspect food products for foreign objects and contaminants that could compromise safety. These contaminants can include metal, plastic, glass, rubber, bones, and stones. Unlike traditional inspection methods, X-rays can penetrate packaging and detect these unwanted materials, ensuring that only safe products reach consumers.[food xray]
How Sapphire X-Ray Inspections Work
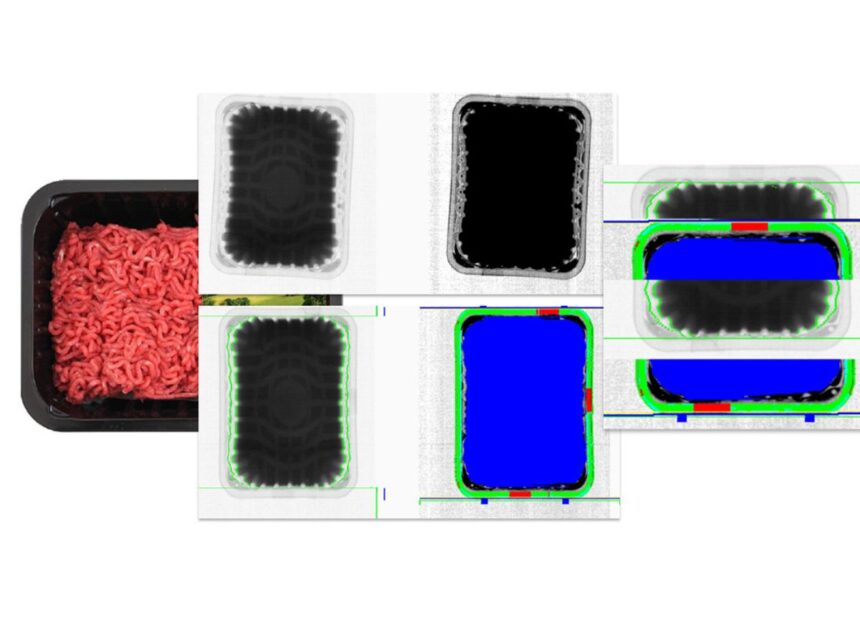
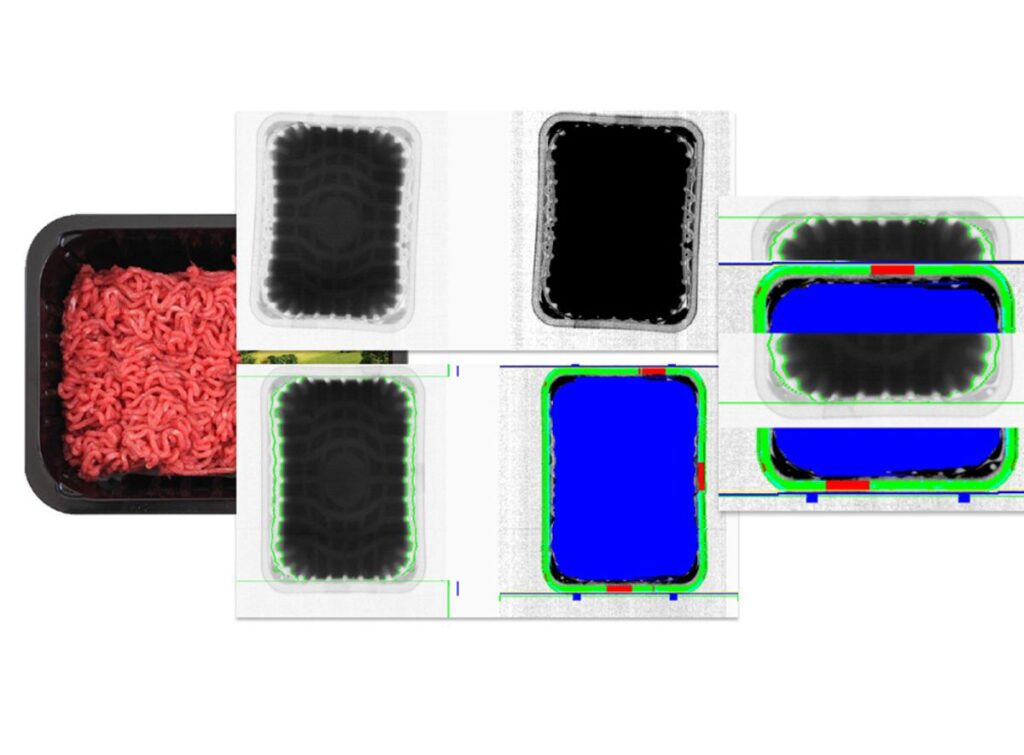
Sapphire X-Ray Inspections employ cutting-edge technology to provide a thorough analysis of food products. The process involves passing food items through an X-ray machine, where they are scanned for any foreign objects. The machine captures detailed images, highlighting any irregularities or contaminants present in the food. This allows manufacturers to identify and remove contaminated products before they leave the production facility.[food xray]
Benefits of Sapphire X-Ray Inspections
1. Preventing Product Recalls
A product recall can be devastating for any food manufacturer. Recalls are not only costly but also damage a brand’s reputation. Sapphire X-Ray Inspections help prevent food contamination by ensuring that no foreign objects are present in the food products. This proactive approach significantly reduces the risk of recalls, saving manufacturers from substantial financial losses and negative publicity.
2. Enhancing Quality Assurance
Maintaining high-quality standards is crucial in the food industry. Sapphire X-Ray Inspections go beyond detecting contaminants; they also identify issues such as broken pieces, damaged packaging, missing items, incorrect fill levels, and improper sealing. By automating these inspections, manufacturers can ensure consistent quality and avoid the pitfalls of manual checks.
3. Protecting Consumers
Consumer safety is paramount. Contaminants like glass or metal can cause serious injuries, while allergens and other foreign substances can lead to health issues. By using Sapphire X-Ray Inspections, manufacturers can protect their consumers from potential harm, thereby building trust and loyalty.[food xray]
Why Food X-Ray Technology is Essential
Food X-ray technology is an indispensable tool in the modern food and drink industry. It provides a level of assurance and accuracy that traditional inspection methods cannot match. By incorporating food X-ray technology into their production processes, manufacturers can ensure that their products meet the highest safety standards. This technology helps identify and eliminate contaminants and defects that could otherwise go unnoticed.
4. Meeting Regulatory Standards
The food industry is subject to stringent regulations to ensure product safety. Sapphire X-Ray Inspections help manufacturers comply with these standards by thoroughly inspecting products before they reach the market. This compliance not only minimizes legal risks but also enhances the brand’s credibility.
5. Improving Customer Retention
In a competitive market, customer trust is invaluable. Consumers need to be confident that the products they purchase are safe and of high quality. By leveraging advanced food X-ray technology, manufacturers can assure their customers of their commitment to safety and quality, fostering loyalty and repeat business.
Why Choose Sapphire X-Ray Inspections?
Sapphire X-Ray Inspections are a game-changer for the food and drink industry. These sophisticated machines are designed to handle various types of food products, providing comprehensive inspections that save time and money. By adopting this technology, manufacturers can stay ahead of the competition, ensure product safety, and protect their brand reputation.
In conclusion, preventing food contamination with Sapphire X-Ray Inspections is a smart investment for any food manufacturer. This technology not only enhances product safety but also offers numerous benefits, from preventing costly recalls to building consumer trust. By incorporating food X-ray technology into their production lines, manufacturers can create safer products, improve quality assurance, and ensure regulatory compliance.[food xray]
FAQ
1. What is food X-ray technology?
Food X-ray technology uses X-ray machines to inspect food products for foreign objects and contaminants that may compromise safety. This technology can detect metal, plastic, glass, rubber, bones, and stones within food items, ensuring that only safe products reach consumers.
2. How do Sapphire X-Ray Inspections work?
Sapphire X-Ray Inspections involve passing food items through an X-ray machine. The machine scans the products and captures detailed images, highlighting any foreign objects or irregularities. This allows manufacturers to identify and remove contaminated products before they leave the production facility.
3. Why is food X-ray technology important in the food and drink industry?
Food X-ray technology is crucial because it provides a high level of accuracy in detecting contaminants that traditional inspection methods might miss. It ensures that food products are safe for consumption, helps prevent costly recalls, and maintains consumer trust in the brand.
4. What types of contaminants can Sapphire X-Ray Inspections detect?
Sapphire X-Ray Inspections can detect a wide range of contaminants, including metal, plastic, glass, rubber, bones, and stones. This comprehensive detection capability ensures that food products are free from foreign objects that could harm consumers.
5. How do Sapphire X-Ray Inspections help in preventing product recalls?
By identifying and removing contaminated products before they leave the production facility, Sapphire X-Ray Inspections significantly reduce the risk of product recalls. This proactive approach saves manufacturers from the substantial financial losses and negative publicity associated with recalls.
6. Can Sapphire X-Ray Inspections improve quality assurance?
Yes, Sapphire X-Ray Inspections enhance quality assurance by detecting issues such as broken pieces, damaged packaging, missing items, incorrect fill levels, and improper sealing. This automated process ensures consistent quality and reduces the risk of manual inspection errors.
7. How do Sapphire X-Ray Inspections protect consumers?
Sapphire X-Ray Inspections protect consumers by ensuring that all products are free from harmful contaminants. This protection reduces the likelihood of injuries from sharp objects and health issues from allergens or other foreign substances, thereby building consumer trust and loyalty.
8. Do Sapphire X-Ray Inspections help in meeting regulatory standards?
Yes, Sapphire X-Ray Inspections help manufacturers comply with stringent regulatory standards for product safety. By thoroughly inspecting products before they reach the market, manufacturers can demonstrate their commitment to quality and safety, minimizing legal risks and enhancing brand credibility.
9. How do Sapphire X-Ray Inspections contribute to customer retention?
By leveraging advanced food X-ray technology, manufacturers can assure their customers of their commitment to safety and quality. This assurance fosters customer loyalty and encourages repeat business, which is essential for long-term success in the competitive food and drink industry.
10. What are the benefits of choosing Sapphire X-Ray Inspections for my production line?
Sapphire X-Ray Inspections offer numerous benefits, including enhanced product safety, reduced risk of recalls, improved quality assurance, consumer protection, regulatory compliance, and customer retention. These sophisticated machines provide comprehensive inspections that save time and money, helping manufacturers stay ahead of the competition and protect their brand reputation.


